Pekerjaan Memperbaiki Kapal
1. Pembersihan dan Pengecatan
Badan Kapal
a. Pembersihan Badan Kapal
Sebelum dilakukan reparasi badan kapal
dibersihkan dulu dari binatang dan tumbuhan laut yang menempel pada pelat badan
kapal. Peralatan yang digunakan antara lain : sekrap besar dan kecil, tangga
kayu, unit blasting, pasir blasting, air tawar. Pembersihan dimulai dengan
mensekrap sampai binatang dan tumbuhan laut terlepas dari pelat badan kapal.
Dilanjutkan dengan sandblasting kemudian dibersihkan dengan menyemprotkan air
tawar dan dikeringkan.
1. Blasting
Blasting merupakan suatu metode pembersihan permukaan benda kerja dengan
menyemprotkan pasir (steel grade) bertekanan tinggi ke benda kerja.
Jenis-jenis
pasir yang digunakan adalah:
- Pasir silika /
kwarsa: Satu kali pakai
- Steel great: Bisa
dipakai berulang-ulang
- Overslag: bisa
dipakai 2 kali, yang pertama untuk menghilangkan cat sedangkan yang kedua untuk
meratakan.
- Streal plate
Alat-alat utama yang digunakan untuk blasting
adalah:
1. Compressor sebagai media utama untuk
penekanan udara.
2. Tandon angin sebagai tempat untuk
penyimpanan angin.
3. Separator sebagai
alat untuk menyaring udara dari minyak dan air
4. Pot Blast
sebagai tangki untuk menyimpan pasir (steel grade)
5. Selang Blasting
(blast hawse)
6. Nozle.
Sedangkan tools
pendukung lain yakni:
1. Valve
(katub-katub)
2. Holder
(Ditempatkan antara nozzle dan blast hose)
3. T - Pipe (pencampuran angin dengan pasir)
4. Kopling
(sambungan selang)
Alat keselamatan kerja untuk proses blasting
adalah
1. APD (Alat
Pelindung Diri) standart
2. Respirator (alat
Bantu pernafasan)
3. Depment valve (katub yang dioperasikan
langsung oleh blaster)

Gambar 1. Proses Blasting
b. Pengecatan Badan Kapal.
Pengecatan badan kapal dapat dilakukan dengan
kuas cat, roller maupun unit semprot cat sesuai dengan tingkat daerah kesulitan
pengecatan. Jenis cat yang digunakan adalah: cat dasar, cat AC ( anti
corrosive/anti karat ) dan cat AF ( anti folling/anti binatang atau tumbuhan
laut ). Pengecatan dilakukan setelah badan kapal selesai di blasting. Sebelum
di cat, badan kapal harus benar-benar bersih dari debu atau sejenisnya. Karena
apabila masih ada debu yang menempel kemudian dicat akan menimbulkan kondensasi
yang lama kelamaan akan menyebabkan munculnya blistering (lubang-lubang kecil
karena catnya terkelupas) Badan kapal dibagi menjadi 3 bagian, yaitu
bagian bottom ( bagian yang tercelup air), bottop, dan bagian top side. Urutan
pengerjaan coating pada masing – masing bagian berbeda-beda.
* Untuk bagian
bottom urutannya, yaitu :
- Pembersihan binatang laut yang
menempel pada badan kapal dengan cara di scrub.
- Setelah itu badan kapal dicuci
menggunakan air tawar dengan tujuan untuk mengurangi kadar garam.
- Kemudian dilakukan sand
blasting.
Sandblasting ini dibedakan menjadi 2 yaitu: full blast dan sweep spot.
Full blast semua
pelat di blasting sampai cat pada pelat terkelupas, sedangkan sweep spot di
blasting hanya pada bagian yang berkarat dan bagian yang tidak berkarat cukup
di sweep saja. Untuk proses sweep spot lapisan AC (Anti Corrosion) pada cat
sebelumnya harus terkelupas agar cat primer bisa menempel pada pelat.
-Setelah dilakukan blasting langkah selanjutnya adalah
pengecetan pada badan kapal dengan cat primer atau disebut lapisan AC (Anti
corrosion) lapis pertama dengan ketebalan kurang lebih 150 mikron.
- Setelah itu dicat dengan
menggunakan sealer atau disebut lapisan AC lapis ke dua dengan ketebalan ± 100
mikron.
- Kemudian di cat dengan AF
(Anti Foulling) lapis pertama
- Langkah terakhir adalah
pemberian AF (Anti Foulling) lapis kedua. Pemberian Anti foulling ini bertujuan
untuk mengurangi binatang laut yang menempel pada badan kapal.

Gambar 2. Proses Pengecatan

Gambar 3. Hasil Pengecatan
Untuk pengecatan pada bagian boottop, langkah-langkahnya sama dengan
pengecatan pada bagian bottom. Dalam pengecatan, daerah ini merupakan daerah
yang kritis karena pada daerah ini kadang tercelup air ( saat muatan penuh )
dan kadang tidak tercelup air ( saat muatan kosong ), jadi pemberian AFnya
tidak konvensional melainkan menggunakan self polishing. Sedangkan pada bagian
top side langkah-langkahnya juga sama, namun pada daerah ini tidak perlu di cat
AF karena pada bagian ini tidak tercelup air.
Hal – hal yang
perlu diperhatikan dalam coating:
- Campuran cat.
Campuran cat menggunakan 2 komponen yaitu base (cat itu sendiri) dan
pengeras, namun ada juga yang menggunakan satu komponen ( rubber )
- Interval antara
langkah satu dengan langkah berikutnya antara 4 jam – 3 hari.
- Kelembaban.
Batas maksimal kelembaban kurang lebih 85%
- Dry – wet
- Suhu pelat
- Suhu udara
- Dew point (
selisih antara suhu pelat dengan suhu udara ) maksimal 3o C
- Tekanan ideal
yang digunakan kurang lebih 7,5 kg/cm3
- Tebal pengecatan minimal 400 mikron (dengan alat ukur elcometer)

Gambar
4.6.3 Elcometer
2. Pemeriksaan dan Pemotongan
Pelat Badan Kapal.
a. Pemeriksaan Tebal Pelat
Sebelum dilakukan pengetesan tebal kulit,
ditentukan terlebih dahulu titik-titk yang dicurigai mengalami pengurangan
ketebalan dengan menggunakan palu ketok. Kemudian disediakan alat yang akan
digunakan antara lain:
Unit Ultrasonic Test, gerinda, paselin, palu
dan tangga. Untuk mempermudah pekerjaan dibantu dengan gambar rencana umum dan
gambar kerja (Bukaan kulit lambung) untuk meletakkan titik-titik yang akan
diuji ketebalannya. Titik- titik uji yang telah ditentukan digerinda sampai
terlihat warna pelat aslinya. Kemudian di paselin untuk mencegah karat.
Pekerjaan selanjutnya dengan bantuan unit ultrasonic test, tester pada bagian
yang telah digerinda dengan cara menempelkan kabel dari alat tersebut pada
titik uji. Maka jarum skala akan menunjukkan skala ketebalan pelat dalam satuan
milimeter. Setelah di ketahui ketebalannya kita bandingkan dengan tebal
pelat semula. Apabila tebal pelat setelah diuji ketebalannya berkurang >20%
dari tebal pelat semula, maka perlu dilakukan replating.

Gambar 4.6.4 Pemeriksaan tebal pelat
b. Pemotongan
Pelat Badan Kapal
Kulit lambung dipotong untuk diganti dengan
pelat baru karena dideteksi pelat lama terdapat pengurangan ketebalan sehingga
melebihi batas toleransi class. Peralatan yang digunakan antara lain : mesin
las listrik, palu ketok, kapur tulis, tackle, mesin brander potong, dan
material pelat pengganti. Proses pengerjaannya dengan bagian kulit yang akan
dipotong diberi tanda (digambar pada pelat yang akan dipotong) dengan kapur
tulis sebagai batas penanda untuk alur pemotongan pelat. Masing-masing bagian
dilakukan pemotongan sesuai alur dari frame/gading tempat pemotongan.
Pemotongan pelat yang akan diganti dilakukan dengan menggunakan alat yang
dihubungkan pada sebuah regulator dan terhubung ke tabung yang berisi gas
elpiji.Jadi pada alat tersebut terdapat 2 buah kabel berwarna merah dan hijau,
kabel berwarna merah mengalirkan gas elpiji sedangkan yang berwarna hijau
mengalirkan gas oksigen. Cara kerjanya memanfaatkan tekanan gas elpiji yang
keluar dengan campuran gas oksigen
Perlu diperhatikan pada saat pemotongan pelat
sekitar frame. Karena panas dari brander potong dapat mengakibatkan kerusakan
pada frame. Setelah pelat dipotong bagian permukaan sisa-sisa yang kasar
dihaluskan dengan gerinda.

Gambar 4. kerusakan

 |


Gambar 5. Pemotongan pelat badan kapal
c. Penggantian Pelat Badan
Kapal
Pelat yang diganti adalah pelat dengan tebal
dibawah 80% dari tebal semula. Proses pengerjaannya adalah :
1. Pelat dibersihkan dengan sand blasting.
2. Untuk pelat yang tipis dan tidak merata dilas dan
digerinda sampai permukaannya rata dengan permukaan sekitarnya.
3. Untuk pelat yang tipis dan
merata dipotong pada bagian tersebut dengan menggunakan las potong sesuai
gambar bukaan kulit.
4. Untuk menggantinya dipasang
pelat dengan ketebalan yang sama dengan tebal pelat asal dengan mengelaskan
pada bagian pelat yang dipotong.


Gambar 6. Penggantian pelat badan kapal
3. Pemeriksaan dan Pemeliharaan
Peralatan di Bawah Garis Air.
a. Propeler
§ Melepas
Propeler
Peralatan yang dipakai: Mesin brander besar,
Hammer besar, kunci pas besar, bul-bul, tackle, paju dari kayu, pelat tebal
dengan ukuran tertentu.
Proses pengerjaan:
1. Membuat paju dan memasang pelat
tebal, tackle dan baut pada propeler.
2. Memasang paju pada pelat tebal.
3. Pelat tebal ditekan sekeras
mungkin dengan mengeraskan baut.
4. Paju dipukul sampai masuk.
5. Propeler akan lepas dengan
sendirinya dan diangkat dengan tackle.
6. Jika diperlukan dilakukan
pemanasan setempat di sela daun propeler.
§ Pelepasan
Poros Propeler
Poros yang telah lama digunakan harus dirawat,
untuk itu poros tersebut harus dilepas dulu dari dudukannya untuk dibawa ke
bengkel mekanik dan dilakukan perawatan. Sebelum dilepas gap antara poros
dengan liner diukur terlebih dahulu dengan menggunakan alat yang dinamakan wear
down gap. Selisih antara gap awal dengan gap setelah pengukuran maksimal 3 mm.
Apabila lebih dari 3 mm, maka perlu direpair atau diganti. Peralatan yang
digunakan untuk melepas propeler antara lain : Majun kaos, hoist/tackle crane 5
ton, gantry crane 25 ton, kawat
baja diameter 35 mm, tangga bantu.
Proses pengerjaan:
1. Hoist dipasang pada
bul-bul/kupingan di buritan dengan posisi di sebelah belakang, kanan dan kiri.
2. Tali baja diikat simpul pada
poros propeler yang terlihat, dihubungkan dengan masing-masing rantai hoist.
3. Hoist di belakang dikeraskan
sehingga secara perlahan poros tertarik keluar dari stern tube-nya.
4. Poros diangkat perlahan ke
lantai dok dengan diberi bantalan balok kayu, lalu diangkat dengan gantry crane
ke bengkel mekanik.
Selain perawatan pada poros biasanya juga
dilakukan pengecekan seal. Apabila seal telah aus, maka seal tersebut akan
diganti.

Gambar .7 Pelepasan propeller dan poros propeller


Gambar .8 Wear down gap
§ Pemeriksaan
Kelurusan Poros Propeler
Untuk pemeriksaan poros propeler digunakan
mesin bubut yang telah dirangkai dengan batang penunjuk pada eretan memanjang.
Poros propeler dipasang pada mesin bubut. Saat mesin dihidupkan eretan
memanjang beserta batang penunjuk bergerak sepanjang poros. Batang penunjuk
yang ujungnya dipasang dengan permukaan poros akan menyentuh poros jika poros
tidak rata permukaannya atau melengkung pada diameter yang tetap.
Untuk meluruskan kembali poros propeler yang
bengkok dilakukan dengan mengepress dengan mesin press pada bagian yang
melengkung cembung sampai lurus kembali. Dapat juga dilakukan dengan pengelasan
setempat kemudian dibubut sampai permukaannya rata kembali dengan permukaan
yang tidak bengkok, halus dan diameternya sesuai dengan yang diharapkan.
§ Pengujian
Colour Check/ MPT
Dilakukan untuk mengetahui keretakan yang
mungkin terjadi pada shaft / poros propeler.
Proses pengerjaan:
1. Poros propeler dibersihkan dari
oli dan kotoran dengan memakai cleaner dan dibiarkan sampai kering.
2. Poros yang telah bersih disemprot dengan cat penetrant
berwarna merah dan didiamkan beberapa saat agart bila ada kemungkinan terjadi keretakan, penetrant
dapat meresap. Kemudian dilap sampai bersih/tidak berbekas.
3.Disemprot developer berwarna putih, setelah kering
kemudian diperiksa. Jika terdapat bekas bercak/garis berwarna merah berarti ada
keretakan pada poros propeler.
§ Balancing
Propeler
Dilakukan untuk memastikan bahwa masing-masing
daun propeler sama agar gaya yang dihasilkan oleh propeler dapat optimal.
Proses pengerjaan:
1. Membuat poros sesuai dengan
poros sebenarnya (diameternya sama).
2. Menandai masing-masing daun
propeler (dengan nomor atau angka).
3. Memasang propeler pada poros
propeler.
4. Memasang poros dan propelernya
pada mesin balancing.
5. Memutar dan mengamati poros dan
propeler.
6. Daun propeler yang beratnya
tidak sama saat berputar daun propeler yang terberat akan selau berhenti di
bawah. Jika terjadi hal demikian daun propeler yang terberat digerinda merata
dan balancing lagi sampai didapat berat masing-masing daun propeler sama.
7. Hal yang sama untuk daun
propeler yang dominan paling ringan, dilas dulu kemudian digerinda sampai
beratnya sama.
§ Pemasangan Propeler
Peralatan yang digunakan : hoist, tali baja, hammer, kunci
L, kunci pas baut propeler, brander potong, kunci ring.
Proses pengerjaan :
1. Tali baja diikat pada propeler
dan ditarik menuju poros propeler.
2. Dengan hoist, propeler
diletakkan pada tepat pada lubang dengan poros.
3. Propeler ditarik sampai
terpasang dengan baik pada porosnya, demikian juga dengan pasek/spee-nya.
4. Poros didorong sampai ujung
poros masuk ke dalam boss propeler.
5. Propeler di tarik masuk dengan
menggunakan crane tackle selain dengan dorongan para pekerja sampai
propeler terpasang
secara keseluruhan.
6. Dipasang ring shield dan rubber
gasket di luar dan di dalam badan kapal untuk menjaga kekedapan
sambungan boss
poros dengan ujung poros.
7. Baut dipasang dan dikuatkan dengan memasang baut-baut
penguatnya dan dikuatkan lagi dengan mengikat
bonet penutup propeller dengan baut
pengikatnya sebanyak 10 buah.
b. Daun Kemudi
§ Melepas Daun
Kemudi
Proses pengerjaan :
1. Memasang bul-bul pada sisi-sisi
daun kemudi dengan dilas.
2. Memecah seman penutup baut
dengan palu.
3. Melepas baut-baut baik yang di
luar maupun yang ada didalam badan kapal, jika perlu, dilakukan pemanasan terlebih
dahulu dengan brander potong untuk memudahkannya.
4. Daun kemudi diangkat sedikit
untuk melepaskan sole piece.
5. Daun kemudi digeser dan
diturunkan dengan perlahan-lahan.
6. Daun kemudi di bawa ke bengkel
mekanik untuk mendapatkan perawatan dan pemeliharaan.
§ Memasang Daun Kemudi
Sebelum dipasang pada tempatnya, daun kemudi
terlebih dahulu di periksa apakah masih layak pakai atau tidak, jika sudah
tidak layak apakah harus diganti atau hanya perlu diperbaiki saja.
Proses pengerjaan :
1. Memasang 2 kupingan (bul-bul)
pada buritan kapal dan 2 buah lagi pada sisi kanan dan kiri daun kemudi.
2. Memasang hoist pada
masing-masing kupingan.
3. Menempatkan poros kemudi pada
lubang sole piece dan menjaga posisi daun kemudi tetap tegak.
4. Memasang baut-baut pada flens poros
dan menguatkannya dengan mengelaskan pelat pada masing-masing barisan baut
flens kemudi kiri dan kanan.

Gambar .9 Pemasangan daun kemudi
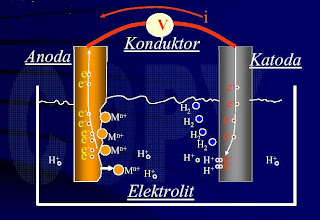
c. Pemasangan Zinc Anode
Peralatan yang dipakai anatar lain : alat
ukur/meteran, kapur tulis, zinc anode, dan mesin las. Pemasangan zinc anode
pada bagian kapal yang tercelup didalam air laut dimaksudkan untuk mengurangi
korosi yang terjadi di sekitar daerah yang dipasangi zinc anode. Hal ini
disebabkan zinc anode mampu mengelektrolisis air laut. Sehingga proses
pengkaratan badan kapal dapat diperlambat. Jarak pemasangan zinc anode pada
arah memanjang kapal disekitar lambung ± 6,5 meter dan arah vertikal ± 4
meter. Untuk pemasangan pada daun kemudi dipasang secukupnya (± 4
buah ).

Gambar .10 Pemasangan zinc anode
4. Pemeriksaan Hasil
Las-lasan ( tes kekedapan )
¨ Menggunakan Kapur dan Solar.
Sepanjang hasil lasan bagian luar diolesi
dengan kapur dan bagian dalam diolesi solar. Setelah ditunggu beberapa saat
jika kapur tetap kering dan berwarna putih, berarti hasil lasan baik. Tetapi
jika kapur terdapat bercak-bercak solar, berarti hasil lasan terdapat
retak/penetrasinya kurang baik. Jika terjadi hal yang demikian maka hasil lasan
harus digouging dan dilakukan pengelasan kembali.
¨ Menggunakan Air Bertekanan.
Sambungan las/alur las bagian luar disemprot
dengan air bertekanan ± 7 kg/cm² dan pengecekan dilakukan pada bagian dalam. Jika
sambuangan las baik, maka tidak akan terjadi perembesan dibalik lasan. Test ini
biasanya dilakukan pada bangunan baru.
¨ Menggunakan Udara Bertekanan.
Tangki dikosongkan, ditutup dan dialirkan udara
bertekanan kedalamnya sampai tekanan tertentu ( 2 kg/cm² ). Memasang manometer
agar diketahui tekanan udara didalamnya dan untuk mempertahankan tekanan udara
tersebut sampai pengujian selesai. Pada bagian luar tangki, pada alur lasan
diolesi dengan cairan detergen/sabun. Jika terjadi gelembung-gelembung sabun
pada permukaan lasan, berarti hasil lasan tidak baik ( tidak kedap ). Sehingga
harus digouging untuk selanjutnya dilas kembali. Jika tidak terdapat gelembung,
maka hasil lasan baik ( kedap air ).



Gambar .11 Tes Hasil Las-lasan
5. Pemasangan rantai jangkar
Mula-mula rantai
jangkar diturunkan ke graving dock dengan crane, setelah itu jangkar
dipasangkan dengan cara melepas keling yang digunakan untuk menyambungkan
rantai. Setelah jangkar terpasang keling tersebut dipasang lagi disusul dengan
pemberian material timah yang bertujuan untuk mencegah karat pada keeling.
Setelah semuanya selesai jangkar kemudian dinaikkan.

Gambar 12. Pemasangan rantai jangkar
6. Pemeriksaan Kelistrikan
Kapal
Pemeriksaan kelistrikan kapal dilakukan agar penyuplaian listrik pada
kapal selalu tersedia saat kapal berlabuh, bongkar muat, manuvering dan yang
lainnya. Untuk memastikan agar tetap berfungsi dan mencukupi dalam penyediaan
listrik pada saat kegiatan tersebut dilakukan memeriksa peralatan kelistrikan pada
kapal dan instalasinya baik generator, emergency generator, motor listrik, dan
saluran kabel-kabel pada kapal atau yang lainnya dengan memperbaiki atau
mengganti bagian-bagian yang rusak.
7. Pemeriksaan Perpipaan Pada
Kapal
Pemeriksaan pipa dilakukan untuk menjaga agar pipa saat menyalurkan
cairan berfungsi dengan baik. Pemeriksaan pipa kebanyakan dilakukan secara
visual, pemeriksaan visual dilakukan dengan memastikan apakah pipa itu tidak
terjadi kebocoran saat menyalurkan cairan tersebut, dan bila terjadi kebocoran
bisa diperbaiki atau diganti baru. Dan pemeriksaan berikutnya bisa dilakukan
dengan menggoreskan kertas lakmus atau yang lainnya yang digunakan untuk
pengecekan saluran cairan yang mudah terbakar seperti saluran bahan bakar
kapal.
Dilakukan juga
pemeriksaan pada valve pipa jika sudah tidak berfungsi bisa diganti baru.
Maintenance Kapal
Perlu diketahui bahwa perawatan dan reparasi suatu kapal adalah suatu hal
yang penting karena berpengaruh dalam umur kapal itu sendiri, oleh karena itu
kita harus mengetahui faktor faktor apa saja yang menyebabkan kerusakan pada
kapal
Dalam laporan ini telah diberitahu
bahwa faktor kerusakan disebabkan 3 hal yaitu:
1. Kondisi kapal baru
2. Pengoperasian kapal (eksploitasi kapal)
3. Desain konstruksi yang rasional
Ketiga hal
tersebut merupakan faktor penting yang mempengaruhi umur sebuah kapal.Oleh
karena itu dalam laporan ini akan dijelaskan deskripsi beserta gambar gambar
yang menerangkan tentang faktor faktor yang menyebabkan suatu kapal mengalami
kerusakan.
1. KONDISI KAPAL BARU
Salah satu
faktor yang penting dalam kerusakan suatu kapal adalah kondisi kapal pada saat
dibangun oleh karena itu pada bab ini akan kami jelaskan bagaimana kondisi
kapal baru mempengaruhi kerusakan pada kapal.
Kondisi kapal baru dipengaruhi oleh
2 faktor yaitu :
a. Kondisi Material
Material yang diperlukan dalam
membangun sebuah kapal sangat menentukan akan kualitas dari kapal tersebut,
oleh karena itu material dalam membangun sebuah kapal dibedakan menjadi empat
kelompok material yaitu ;
- Material mentah adalah bahan yang belum mengalami
proses produksi sehingga harus diolah lebih lanjut agar bisa menjadi barang.
Contoh pelat, profil dll.
- Material setengah jadi adalah bahan yang sudah
mengalami proses produksi namun harus diolah lebih lanjut agar didapatkan
fungsinya
- Material jadi adalah bahan yang sudah jadi sehingga
tidak mengalami proses produksi. Contoh :mesin
- Material pembantu adalah material yang digunakan
untuk memproses material pokok untuk mewujudkan suatu hasil produksi, seperti
:kawat las, gas oksigen, acetylene cair, karbid, LPG cair, cat/kapur untuk
penera
b. Proses produksi kapal
Dalam
memproduksi sebuah kapal harus diperhatikan proses produksi kapal, adapun
proses dalam pembangunan sebuah kapal adalah:
- Proses desain:terdiri dari
pembuatan lines plan dan general arrangement proses ini diakhiri dengan mould
loft, jika ada kesalahan dalam proses ini akan mengakibatkan pemasangan profil
plat tidak pas sehingga cepat terjadi kerusakan dan ketika repair mempersulit pengerjaan
- Desain adalah proses awal
dalam pembuatan suatu kapal, pada tahap ini adalah tahap penerjemahan dari
owner ke dalam gambar. Jadi pada tahap ini jika perancangan menyebabkan
kesulitan ketika pada saat perawatan dan reparasi maka sebaiknya desain dari
kapal tersebut diganti.
- Yang berpengaruh dalam proses
produksi juga adalah cara penyimpanan, type dan jenis pelat, cat-cat khusus
yang digunakan,
- Proses fabrikasi semua
pekerjaan pembuatan kapal yang dikerjakan diluar tempat peluncuran seperti pembuatan
blok di bengkel fabrikasi. Kerusakan yang bisa terjadi pada saat proses
fabrikasi adalah kesalahann teknik pemasangan antar pelat, pelat dengan profil.
Hal lain ynag berpengaruh adalah prose penyambungan antar blok yang dibangun di
tempat yang berbeda-beda, jika blok tersebut dibangun tidak dengan perhitungan
yang teliti maka ketika dipasangkan satu dengan yang lain akan terjadi overlap
antara satu blok dengan blok yang lain. Penentuan jumlah blok juga berpengaruh
pada saat reparasi dengan perawatan. Penentuan jumlah blok yang digunakan juga
berbenmgaruh pada kualitas saat pembangunan kapam.dengan blok yang kecil
memiliki kelebihan pekerjaan dapat dikerjakan dengan presisi yang tinggi tapi
akan menghabiskan banyak waktu dan menghabiskan biaya. Kekurangan dari
pembagian blok kecil-kecil adalah kesalahan pemasangan antar blok menjadi lebih
besar. Jika penentuan blok dilakukan besar-besar maka kelebihan yang didapat
adalah pekerjaan menjadi cepat selesai dan baya yang dikeluarkan menjadi lebih
sedikit
- Block joint semua pekerjaan
pembuatan kapal yang dikerjakan di tempat dimana kapal akan diluncurkan. Dalam
hal ini pembuatan baik berupa seksi, block seksi, dan penyambungan block yang
dibangun di luar bulding bate atau di bengkel semuanya dilakukan/dikerjakan di
tempat ini. Kesalahan dalam proses ini mengakibatkan kegagalan dalam proses
peluncuran (hal 4-13).
- Launching atau peluncuran
adalah proses pelepasan kapal ke air / laut . kegagalan dalam proses ini
menghancurkan semua proses diatas. Dan akan menyebabkan deformasi sehingga
dapat menyebabklan pembangunan kapal diulang lagi dari awal
- Outfitting adalah proses
pemasangan peralatan dan perlengkapan kapal, kesalahan dalam proses ini
mengakibatkan kerusakan pada peralatan dan perlengkapan pada kapal sehingga
kemungkinan peralatan menjadi rusak atau bagian kapal yang dipasangi peralatan
tersebut yang menjadi rusak
Ketika dilakukan proses produksi diatas dengan prosedur yang tepat maka
kondisi kapal dalam keadaan baik dan tidak banyak mengalami reject oleh class,
dan ketika dilakukan perawatan dan reparasi tidak terlalu sului sehingga tidak
memakan waktu yang lama dan menghabiskan uang
2. KERUSAKAN AKIBAT EKSPLOITASI KAPAL
Kerusakan akibat penggunaan operasional kapal adalah kerusakan akibat
eksploitasi kapal yang menyebabkan kerusakan dibeberapa tempat di kapal antara
lain:
1. Steel (baja kapal)
2. Machinery atau permesinan
3. Peralatan dan perlengkapan
1. Kerusakan pada Hull
Kerusakan pada
hull biasanya adalah berupa:
- Pengurangan ketebalan pelat
- Mengalami lekuk dan gelombang
pada plat
- Terjadi keretakan plat
- Kerusakan pada sambungan las
Tingkat pemeliharaan dan perawatan suatu kapal ditentukan juga oleh
penggunaan dari kapal tersebut oleh nahkodanya. Ketika kapal dijalankan bagian
badan kapal atau hull kapal yang terbuat dari pelat akan mengalami kerusakan
atau berkurangnya lapisan pada pelat kapal tersebut. Pada bagian hull tersebut
akan mengalami folling atau berkumpulnya binatang laut di batang kapal karena
hewan laut tersebut akan memakan pelat pada badan kapal. Kerusakan lain yang
mungkin terjadi pada badan kapal adalah karena korosi, karena kapal setiap hari
bagian badan kapalnya terendam di dalam laut sehingga akan mengalami oksidasi.
Untuk mengatsi kedua hal di atas dilakukan langkah seperti mengecat badan kapal
dengan cat anti folling. Cat ini memungkinkan hewan laut tidak akan memakan
apalagi mendekat ke badan kapal, tapi hewan lautpun pintar mereka menggunakan
strategi kamikaze yaitu mengkorbankan salah satu dari mereka dengan menepel terlebih
dahulu di badan kapal tersebut baru setelah itu teman-temanya menempel di
belakang hewan yang telah menempal terlebih dahulu tersebut. Untuk masalah yang
kedua yaitu korosi juga dapat diatasi dengan menempelkan elektroda ke nagia
badan kapal, dengan alat ini memungkinkan korosi dapat terpusat dan ketika
nanti direparsi yang diganti hanya bagian elektroda tersebut saja
Pada bagian permesinan juga harus diperhatikan bagaimana penggunaan mesin
pada daerah itu, karena disitu merupakan daerah yang cukup penting dalam kapal,
jika pada bagian permesinan terjadi kerusakan ketika pengoperasian maka akan
terjadi kejadian yang tidak diinginkan. Keadaan permesinan pada kapal
dipengaruhi oleh bagaimana cara kita menjalankan kapal tersebut,karena bagian
ini sangatlah penting, jika rusak di tengahj perjalanan maka perjalanan kita
menjadi terganggugu. Bagian permesinan meliputi bagian perpipaan, bagian
kelistrikan, stern cube,dan lain sebagainya
Kerusakan yang lain pada saat penggunaan peralatan yang tersedia di kapal
juga berpengaruh pada saat perawatan dan reparasi kapal. Alat yang memiliki
harga yang tinggi akan lebih dijaga penggunaannya dikarenakan harga yang mahal
dan seringkali alat seperti ini jika rusak tidak bias diperbaiki lagi.
Alat-alat yang sering digunakan di kapal antara lain adalah alat navigasi, alat
bongkar muat, alat kemudi alat peralatan yang lain.
a. Pengurangan ketebalan plat
Pengurangan
ketebalan plat biasanya disebabkan oleh korosi dan gesekan
Cara mengetahui
kerusakan akibat pengurangan tebal plat adalah :
1. Ultrasonic test
Test ini dapat mengukur ketebalan plat kulit hanya dari satu sisi saja.
Plat yang diukur digerinda terlebih dahulu, setelah itu diberi lemak atau vet.
SE-probe dari alat ukur ultrasonic dilekatkan pada permukaan plat kulit yang
mengeluarkan getaran ultrasonic dan menembus ketebalan plat kulit sampai sisi
yang lain dan dipantulkan kembali menuju SE-probe sebagai gema
Dengan diketahui
kecepatan getaran, maka waktu getaran ultrasonic yang diterima kembali oleh
SE-probe tersebut akan menunjukkan ketebalan plat kulit konstruksi yang diukur.
Keuntungannya adalah tidak menimbulkan cacat dan tonjolan pada plat kulit serta
mudah dan cepat dilakukan.
2. Palu percobaan dan test
hammering
Cara paling sederhana untuk menentukan ketebalan plat kulit atau balok
konstruksi badan kapal adalah dengan palu percobaan yang terdiri dari dua
ujung. Ujung yang runcing digunakan untuk menghilangkan karat, kotoran, cat
yang melekat pada pelat kulit atau balok konstruksi, yang tumpul digunakan
untuk memilih tempat yang paling tipis akibat pengkaratan atau keausan. Tinggi
rendahnya nada getaran yang ditimbulkan oleh plat kulit akibat dipukul oleh
palu percobaan menunjukkan tingkat ketebalan plat, makin tinggi nada getaran
makin tipis plat tersebut
3. Lubang percobaan atau test
hole
Caranya dengan melubangi untuk menunjukkan ketebalan plat kulit. Dengan
pertolongan las potong asitilene atau dengan dibor yang dinamakan lubang
percobaan atau test hole
Setelah
dilubangi barulah diukur ketebalannya dengan alat pengukur khusus yang terdiri
atas 2 mistar yang dapat bergeser satu sama lain. Kekedapan air dari plat kulit
dilakukan dengan menuntup kembali lubang percobaan dengan baut tap kemudian
dilas dengan las listrik. Kekurangannya terdapat cacat permukaan yang terdiri
dari tonjolan baut tap.
4. Linier dial gauges
Caranya socket yang digunakan untuk menentukan kedalaman keausan, tumpuan
dengan baut penahan geser batang penunjuk digunakan untuk mengukur ketebalan.
Prnunujuk indicator ditempatkan sesuai dengan jarum penunujuk dan socket
ditempatkan sesuai dengan ujung atas dari indicator penunjuk sehingga titik
tersebut bertepatan dengan titik penunjuk
Solusi kerusakan
pada pengurangan tebal plat adalah penggantian setempat atau satu lajur plat
4. PENGARUH DESAIN KONSTRUKSI YANG RASIONAL
1. Hubungan antara frame ( pada lambung) dan deck beam (pada geladak)
Banyak di lakukan dengan overlapp joint (sambungan bertumpang), dengan
alasan :
Kelebihan :
a. Bahwa dengan sambungan
bertumpang tersebut maka lebih mudah dalam pemasangan dan pengelasan antara
frame dan deck beam pada berbagai posisi konstruksi.
b. Dalam pemeliharaan dan
reparasi akan lebih mudah
Kekurangan :
- Penyaluran gaya-gaya
lebih jelek di bandingkan butt joint karena adanya beban geser.
2. Hubungan konstruksi antara gading alas dan gading balik dengan pelat
penunjang
a. Frame dan deck beam
di mana penyambungan frame dan deck beam dengan
overlapp joint lebih menguntungkan.
Penyambungan frame dengan deck beam ini menggunakan over lap join, dimana
penyambungan ini memiliki kelemahan dan kelebihan yaitu :
Kelebihan :
1. Lebih mudah dalam
pemasangan antara frame dengan deck beam pada berbagai posisi konstruksi,
2. Dalam pemeliharaan dan
reparasi akan lebih mudah.
Kekurangan :
3. Penyaluran gaya-gaya
lebih jelek dibandingkan but join.
c. balok konstruksi ( gading alas, gading balik) dan plat (plat penunjang)
penyambungan
terjadi pada open floor atau bracket floor
d. hubungan konstruksi antara margin plate dan inner bottom plate
di mana
terdapat ketentuan lubang peringan ( man hole ) untuk plate floor
1. tinggi lubang (h1,h2)
<=0,5h
2. panjang lubang (l1,l2)
<=0,75h
3. jumlah panjang lubang
peringan (l1+l2) <=0.5x
4. jarak h3,h4 >= 0.4h
5. margin plate dan inner bottom plate
Mengatur plat dari tengah ke samping, dari bawah ke atas
1. sambungan pipa yang
menembus geladak atau floor
sambungan pipa yang menembus pada suatu konstruksi
(bisa floor, deck)
2. Desain Konstruksi yang Rasional
mcm mne nk mohon kerje cat kapal... di darat sy kerje cat kereta.. adakah banyak beza?
BalasHapussaya pon dah lama nak mohon kerja cat kapal .. tak tahu macam mana ? tolong share sikit ?
BalasHapus