Plat Kapal
Plat kapal diaplikasikan
untuk seluruh bangunan kapal
dengan komposisi standart konstruksi kapal yang dikeluarkan oleh biro
klasifikasi kapal (Standards:ABS, BKI, DNV, RINA, GL, LR, BV, , NK, KR, CCS and
etc) dengan klas baja : A, B, C, D dan E. ( Grade: A, B, D, E, AH32-AH40,
DH32-DH40 ,A32 ,A36 ,D32, D36 and etc) dengan tebal: 8 mm s/d 100 mm, lebar :
1500 mm s/d 2700 mm, panjang : 6 m s/d 13 m.
Sifat mekanis yang karus dimiliki
untuk plat kapal biasa adalah : batas lumer 24 kg/mm2, kekuatan tarik 41 kg/mm2
s/d 50 kg/mm2, dan regangan patah minimal 22%. plat kapal tegangan tinggi
(untuk lambung kapal)
memiliki sifat mekanis : tegangan lumer minimal 32 kg/mm2 dan kekuatan tarik 48 kg/mm2 s/d 60 kg/mm2 untuk tegangan lumer minimum 36 kg/mm2, kekuatan tariknya 50 kg/mm2 s/d 63 kg/mm2, selain itu juga digunakan baja tempa yang memiliki kekuatan tarik minimal 41 kg/mm2.
memiliki sifat mekanis : tegangan lumer minimal 32 kg/mm2 dan kekuatan tarik 48 kg/mm2 s/d 60 kg/mm2 untuk tegangan lumer minimum 36 kg/mm2, kekuatan tariknya 50 kg/mm2 s/d 63 kg/mm2, selain itu juga digunakan baja tempa yang memiliki kekuatan tarik minimal 41 kg/mm2.
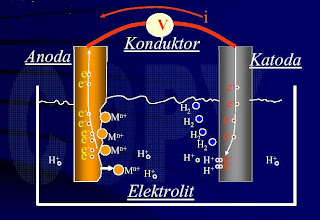
Pemakaian plat baja untuk
bangunan kapal memiliki resiko
kerusakan tinggi terutama terjadi korosi pada plat kapal baja yang
merupakan proses electrokimia, akibat lingkungan air laut yang memiliki
resistifitas sangat rendah ( + 25 ohm-cm dibanding kan air tawar + 4.000 ohm-
cm) dan sesuai dengan posisi pelat pada lambung kapal, contoh pelat lengkung
bagian buritan kapal. Posisi plat baja lambung kapal terbagi dalam tiga bagian
yaitu :
- Selalu tercelup air (plat lajur alas, pelat lajur bilge, dan plat kapal lajur sisi sampai sarat minimal).
- Keluar masuk air (plat lajur sisi kapal dari syarat minimal sampai sarat maksimal).
- Tidak tercelup air (plat lajur sisi mulai dari sarat maksimal sampai main deck kapal).
Bagian badan kapal yang memiliki
lekungan plat kapal yang signifikan adalah pada lajur bilga
dari haluan sampai buritan kapal, mengikuti bentuk badan kapal pada rencana
garis. Hal ini bertujuan untuk memeberikan efek tahanan
kapal seminimal mungkin, sehingga daya mesin
induk yang digunakan pada kapal dapat
lebih efisien.
gambar Bentuk lengkung plat
lambung kapal

gambar plat kapal gambar body plan kapal
Plat baja lambung kapal selain
menerima beban dari luar (air laut) juga mendapat tekanan dari dalam,
dengan distribusi pembebanan kapal.
Plat kapal dibuat dari peleburan bijih besi dalam tungku sembur yang
mempunyai struktur kerucut dan tungku tersebut tentunya terbuat dari bahan tahan
api. Panas peleburan menggunakan kokas dan batu kapur agar kerak pada bijih
besi dapat terangkat dan tidak tercampur. Kandungan dalam tiap lembar plat
adalah 92-97 persen merupakan besi. Sisanya terdapat kandungan karbon, silikon,
mangan, belerang, dan fosfor. Tentunya dalam cetakan plat kotoran yang terbawa
harus di minimalisir untuk menjaga kualitas dari plat tersebut.
Baja secara luar dapat diartikan sebagai paduan antara besi dan karbon.
Untuk kandungan karbon bervariasi berkisar antara 0,1% dan ketika baja telah
mengeras menjadi 1,8% dari kandungan seluruh plat. Proses pengasaman digunakan
untuk memperbaiki plat besi yang rendah dengan memasukkan unsur Fosfor dan
unsur sulfur. Kedua unsur tersebut kaya akan silikon dan menghasilkan terak
asam yang dibutuhkan plat. Unsur fosfor merupakan kapur yang menghasikan terak
dasar. Dari 85% unsur baja yang diproduksi menggunakan teknik modern dan
kualitas tentunya juga baik dengan unsur bijih unggul.
Dalam plat kapal
terdapat tahapan proses yang mana merupakan tahapan untuk mencapai kualitas
plat yang baik. Proses tersebut antara lain
- Open heart Process.
- Electric Furnaces yaitu proses.
- Oxygen Process.
- Chemical Additional.
Masing-masing proses mempunyai cara tersendiri dalam memperlakukan bijih
besi logam sampai menjadi plat.Open hearth proses merupakan proses peleburan
bijih besi dalam tungku besar yang mana untuk memproduksi baja dalam jumlah
besar. Setelah open hearth proses dilanjutkan electic funance yang mana
difungsikan sebagai penyulingan bahan untuk memberikan komposisi yang
dibutuhkan. Proses electric furnance sering digunakan untuk produksi bermutu
tinggi. Kemudian Oxygen proses adalah salah satu prose modern. Sebuah jet
oksigen dengan kemurnian tinggi diarahkan ke permukaan logam cair untuk
memperbaiki baja tersebut. Proses berikutnya adalah chemical additional to
steel yang mana proses ini adalah penambahan bahan kimia yang berfungsi untuk
menjadikan kualitas baja ini menjadi lebih baik dengan komposisi yang sesuai.
Pabrik pembuatan plat kapal memproduksi dalam jumlah banyak sehingga
ukuran plat telat ditentukan oleh pabrikan sehingga lajur plet pada pembuatan
kapal baru harus menyesuaikan dengan buatan pavrik. Jika tidak memungkinkan
sebuah kapal untuk memuat satu lajur plat maka dilakukan pemotongan plat sesuai
dengan bukaan kulit kapal yang telah direncanakan. Plat menetapkan sebuah
ukuran untuk dibuat secara massal karena jika dibuat perbijian maka pabrik akan
mengalami kerugian pada bidang produksi. Jika pihak galangan ingin memesan plat
dengan ukuran khusus maka pihak galangan harus mengeluarkan biaya lebih untuk
produksi plat yang tidak sesuai pasaran.Baja untuk kapal konstruksi lambung
biasanya mengandung 0,15-0,23% kandungan unsur karbon. Sedangkan untuk
kandungan fosfor dan sulfur kurang dari 0,05%. Jika kandungan fosfor dan sulfur
terlalu tinggi dapat merugikan pengelasan dari baja dan dapt terjadi keretakan
jika mengandung sulfur yang tinggi. Baja untuk kapal digolongkan oleh badan
klasifikasi. Dalam hal ini LR (Lloyd’s Register) dan produsen melakukan
inspeksi pengujian yang telah ditentukan oleh pabrik baja sebelum pengiriman.
Semua plat bersertifikat ditandai dan diberikan keterangan sesuai aturan yang
diberlkakukan.
Sifat-sifat baja
dapat berubah karena perlakuan panas terhadap baja tersebut. Hal ini tentunya
sangat berpengaruh pada proses pengelasan. Perlakuan panas terhadap baja
tergantung dari bahan baja tersebut. Adapun proses-proses perlakuan panas
terhadap baja antara lain.
- Annealing
Merupakan
proses yang terdiri atas pemanasan baja sampai 8500-9500
C dan didinginkan dalamtungku dengan sangat lambat. Hal ini dapat mengurangi
tekanan internal untuk melunakkann baja dan dapat membuat kualitas baja tetap
baik ketika perlakuan panas berikutnya.
- Normalizing.
Yaitu proses memenaskan baja perlahan kemudian didinginkan. Untuk proses
pendinginan dipercepat agar baja lebih kuat dan keras.
- Quenching
Baja
dipanaskan sampai suhu tertentu kemudian baja panas dipadamkan menggunakan air.
Proses tersebut menghasilkan baja yang keras dan struksur yang lebih baik.
- Tempering.
Merupakan
kelanjutan proses quenching dan pemanasan samapi 6800 C. Dan
kemudian didinginkan dalam minyak atau air.
- Stress Relieving
Mengurangi tekanan internal suhu baja akan naik sehingga tidak ada
perubahan struktur bahan terjadi serta perlahan-lahan didinginkan.
Pada awalnya badan klasifikasi LR memberikan spesifikasi yang berbeda
untuk setiap baja. Namun pada tahun 1959, badan klasifikasi membuat kesepakatan
untuk membakukan semua kebutuhab plat. Sekarang ada lima
kualitas baja yang berbeda menurut badan klasifikasi dalam konstruksi kapal.
Adapun tiap grade di beri perbedaan yaitu grade A, grade B, grade C, grade D,
dan grade E. Untuk grade A merupakan baja yang mempunyai kualitas bagus untuk
sebuah bangunan kapal. Sedangkan rade B adalah jenis baja ringan yang mempunyai
kualitas lebih bagus dari pada baja grade A. Baja grade B metupakan baja dimana
tebal platnya yang diperulukan untuk daerah kritis. Sedang ]kan
Grade C,D,dan E memiliki tingkat kelenturan yang baik.

Komentar
Posting Komentar